Návod k použití diamantových a CBN kotoučů
- Návod k použití
- Brusiva dle tvarů FEPA
- Zrnitost, pojiva, koncentrace, rychlost
- Broušení obvodem 1A1, 1A1R, 9A1, 3A1, 14A1
- CBN v keramické vazbě 1A1, 1A1R, 3A1, 14A1
- Broušení obvodem úhlové 1V1, 3V1, 14V1, 1E1, 3E1, 14E1, 1EE1
- Broušení obvodem rádiusové 1F1, 3F1, 14F1
- Oboustranné broušení čelem 9A3
- Broušení obvodem a čelem miskového kotouče 11C9, 12C9-45, 12C9-20, 6C2
- Broušení obvodem a čelem 1C9, 4C9, 1U1, 14U1
- Broušení čelem hrncového kotouče 6A2, 6V5
- Broušení čelem miskového kotouče 11A2, 11V5, 11V2, 12A2–45, 12V5–45, 12V2–45
- Broušení čelem talířového kotouče 12A2–20, 12V5–20, 12V2–20
- Broušení úzkým čelem 6A9, 11A9, 12A9
- Broušení úzkým čelem a hranou miskového kotouče 11V9, 12V9, 11V9 – D, 12V9 – D
- Broušení šikmou hranou 4BT9, 4B9, 4ET9
- Broušení čelem a hranou plochého kotouče 4V2, 4A2, 4B2
- Broušení otvorů od Ø6 do Ø100 pryskyřičná/keramická vazba 1A1W, 1A1
- Broušení otvorů od Ø1 do Ø60 galvanika 1A1W, 1A1
- Broušení otvorů od Ø4 do Ø120 keramika A8, 1A1
- Diamantové a CBN řezací kotouče 1A1R
- Diamantové a CBN řezací a drážkovací kotouče A8
- Návod k použití
- Brusiva dle tvarů FEPA
- Zrnitost, pojiva, koncentrace, rychlost
- Broušení obvodem 1A1, 1A1R, 9A1, 3A1, 14A1
- CBN v keramické vazbě 1A1, 1A1R, 3A1, 14A1
- Broušení obvodem úhlové 1V1, 3V1, 14V1, 1E1, 3E1, 14E1, 1EE1
- Broušení obvodem rádiusové 1F1, 3F1, 14F1
- Oboustranné broušení čelem 9A3
- Broušení obvodem a čelem miskového kotouče 11C9, 12C9-45, 12C9-20, 6C2
- Broušení obvodem a čelem 1C9, 4C9, 1U1, 14U1
- Broušení čelem hrncového kotouče 6A2, 6V5
- Broušení čelem miskového kotouče 11A2, 11V5, 11V2, 12A2–45, 12V5–45, 12V2–45
- Broušení čelem talířového kotouče 12A2–20, 12V5–20, 12V2–20
- Broušení úzkým čelem 6A9, 11A9, 12A9
- Broušení úzkým čelem a hranou miskového kotouče 11V9, 12V9, 11V9 – D, 12V9 – D
- Broušení šikmou hranou 4BT9, 4B9, 4ET9
- Broušení čelem a hranou plochého kotouče 4V2, 4A2, 4B2
- Broušení otvorů od Ø6 do Ø100 pryskyřičná/keramická vazba 1A1W, 1A1
- Broušení otvorů od Ø1 do Ø60 galvanika 1A1W, 1A1
- Broušení otvorů od Ø4 do Ø120 keramika A8, 1A1
- Diamantové a CBN řezací kotouče 1A1R
- Diamantové a CBN řezací a drážkovací kotouče A8
Použití diamantových kotoučů
Diamant v přírodní i syntetické formě je nejtvrdší známý materiál s vynikající tepelnou vodivostí a odolností do 700°C. Pro broušení se používá dnes již výhradně syntetický diamant, který již v některých vlastnostech překonal přírodní diamanty. Tyto jeho vlastnosti ho předurčují pro broušení všech tvrdých materiálů kromě ocelí!
|
|
Použití CBN kotoučů
Kubický nitrid bóru – CBN je syntetický materiál, který se v přírodě nevyskytuje. Vyniká vysokou tvrdostí (druhý nejtvrdší známý materiál po diamantu) a vysokou tepelnou vodivostí a stálostí do 1200°C. Proto se využívá především k opracování zušlechtěných nástrojových ocelí. |
|
|
|
Specifikace DIA / CBN kotoučů
- tvar kotouče dle FEPA (např. 12A2 20°)
- rozměry kotouče (dle tabulek v katalogu) XXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXXX
- zrnitost brusiva nebo požadované opracování
- koncentraci a pojivo určí výrobce
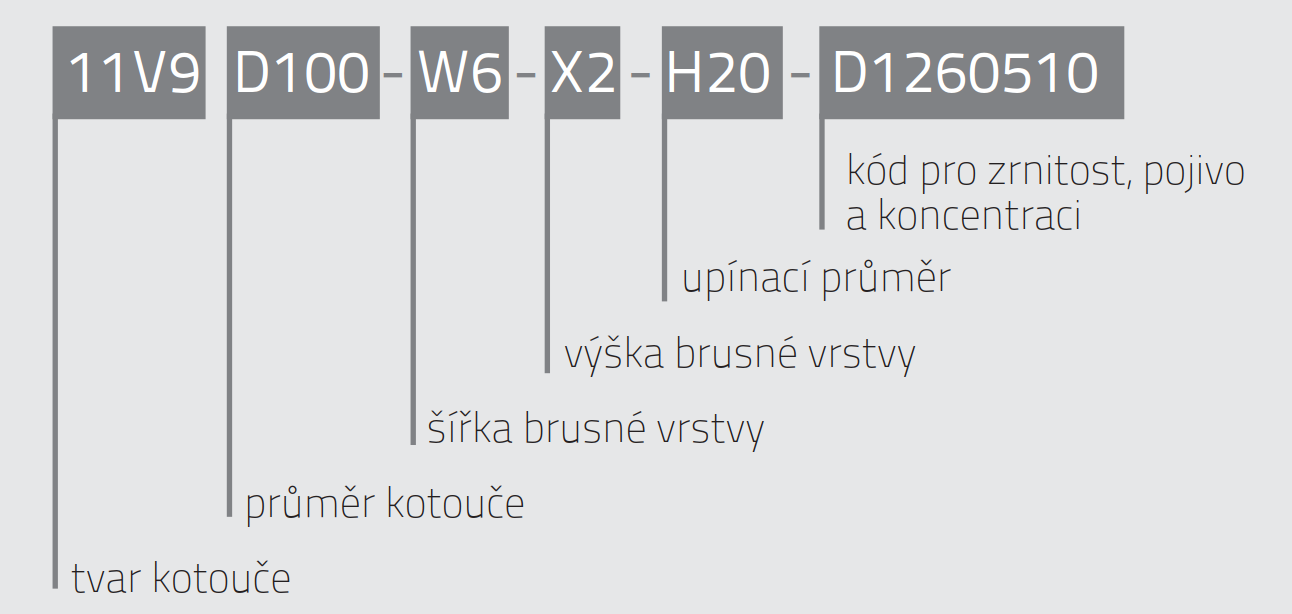
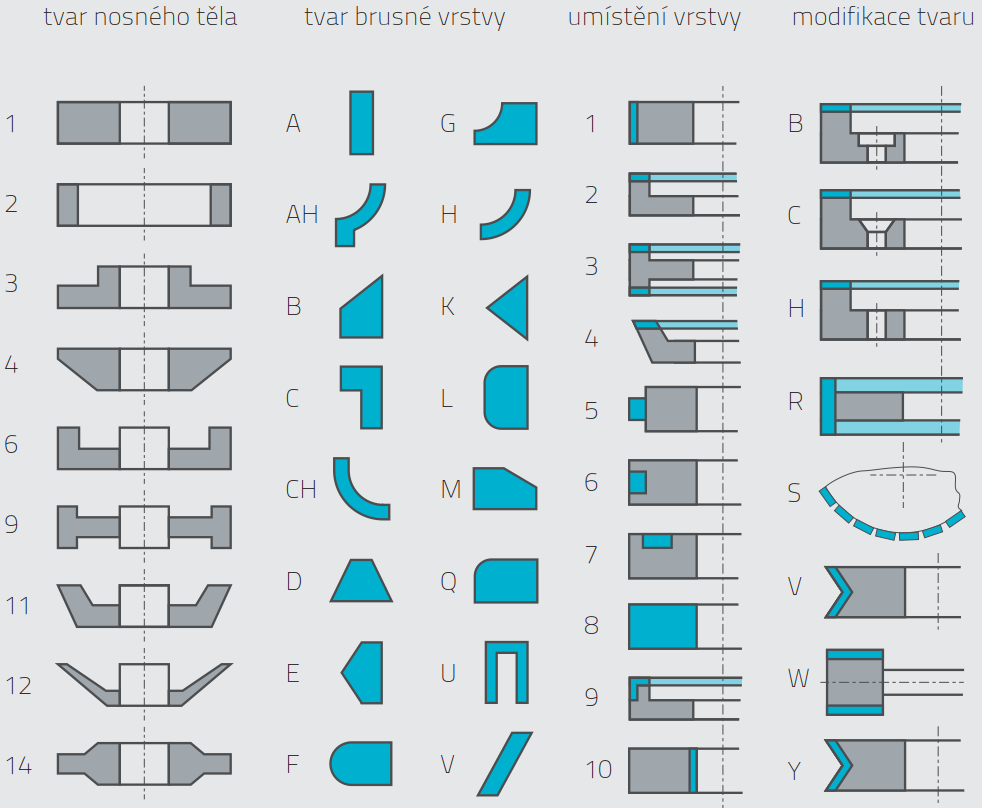
Tvary kotoučů dle FEPAOznačení tvaru kotouče se skládá ze 4 parametrů: 1. tvar nosného těla Vyobrazená tabulka tvarů FEPA uvádí způsob označování tvarů. Zde nabízíme odkaz na vybrané, často používané tvary a provedení. |
 |
Upínání
Diamantové i CBN kotouče se upínají na trn (velké obvodové kotouče mezi příruby), z kterého (kterých) se po celou dobu životnosti nesundávají. Po upnutí nesmí kotouče radiálně a axiálně házet více než 0,02 mm.
Orovnávání a tvarování
Diamantové a CBN kotouče v pryskyřičných vazbách mají samoostřící vlastnosti při zachování vysokého výkonu a dlouhé životnosti. Při správných brusných podmínkách není třeba kotouče orovnávat, jen při ztrátě výkonu (zanesení) je potřeba kotouč oživit. Dojde-li ke ztrátě tvaru brusné vrstvy například vlivem nestejnoměrného opotřebení, provádí se orovnávání na orovnávacím zařízení pomocí SiC kotouče. Pokud není bruska tímto zařízením vybavena, můžete kotouč upnout i s trnem na brusce na kulato a přebrousit ho do požadovaného tvaru SiC kotoučem. Nikdy neorovnávejte dia/CBN kotouče diamantovým orovnávačem.
Výjimkou je CBN kotouč v keramické vazbě, který lze orovnávat diamantovým orovnávačem. Výrobce DR.KAISER doporučuje rotační orovnávání. V praxi se často rotační orovnávač nahrazuje statickým vicezrným orovnávačem s vyším obsahem diamantu, především u ruských elborových kotoučů, které mají měkší pojiva.
Brusná tělíska s galvanicky nanášenou niklovou vazbou se zásadně neorovnávají.
Oživování
Při ztrátě brousících schopností kotoučů (většinou v důsledku broušení nevhodných materiálů, např. SK + měkká ocel) je nutno kotouče oživit přímo na stroji navlhčeným oživovacím kamenem SiC, který odebere z kotouče zbytky nalepeného materiálu a přebytečné pojivo, čímž odkryje dia/CBN zrno. Čelní kotouče se nejlépe oživí mimo stroj kroužením na skleněné desce posypané volným SiC brusivem.
Chlazení
Dle možností stroje doporučujeme intenzívní chlazení kotoučů chladící emulzí s nízkou koncentrací. Koncentrované kapaliny zvyšují možnost zanášení kotoučů. Chlazení zvyšuje brousící výkon a životnost kotoučů. Vyrábíme také dia/CBN kotouče pro broušení za sucha, nebo chlazené olejem (nutno uvést v objednávce). Větší intenzita chlazení přispívá k lepšímu výplachu třísky a odvodu tepla čímž zvyšuje výkon a životnost.
CBN ruské "elboráky" doporučujeme i na starších bruskách, ato i za sucha. Typicky brusky na plocho BPH.
Požadavky na stroje
Stroj musí mít kvalitní uložení brousícího vřetene bez vůlí a s maximální axiální a radiální házivostí do 0,005 mm zajišťující minimální chvění při broušení. Chvění výrazně snižuje životnost kotouče a výkon broušení.
Pro kotouče v galvanické vazbě je zásadní upnutí v přesné kleštině bez házení, protože nejdou orovnat.