Diamant a cbn honovací nástroje
- Návod k použití
- Brusiva dle tvarů FEPA
- Zrnitost, pojiva, koncentrace, rychlost
- Broušení obvodem 1A1, 1A1R, 9A1, 3A1, 14A1
- CBN v keramické vazbě 1A1, 1A1R, 3A1, 14A1
- Broušení obvodem úhlové 1V1, 3V1, 14V1, 1E1, 3E1, 14E1, 1EE1
- Broušení obvodem rádiusové 1F1, 3F1, 14F1
- Oboustranné broušení čelem 9A3
- Broušení obvodem a čelem miskového kotouče 11C9, 12C9-45, 12C9-20, 6C2
- Broušení obvodem a čelem 1C9, 4C9, 1U1, 14U1
- Broušení čelem hrncového kotouče 6A2, 6V5
- Broušení čelem miskového kotouče 11A2, 11V5, 11V2, 12A2–45, 12V5–45, 12V2–45
- Broušení čelem talířového kotouče 12A2–20, 12V5–20, 12V2–20
- Broušení úzkým čelem 6A9, 11A9, 12A9
- Broušení úzkým čelem a hranou miskového kotouče 11V9, 12V9, 11V9 – D, 12V9 – D
- Broušení šikmou hranou 4BT9, 4B9, 4ET9
- Broušení čelem a hranou plochého kotouče 4V2, 4A2, 4B2
- Broušení otvorů od Ø6 do Ø100 pryskyřičná/keramická vazba 1A1W, 1A1
- Broušení otvorů od Ø1 do Ø60 galvanika 1A1W, 1A1
- Broušení otvorů od Ø4 do Ø120 keramika A8, 1A1
- Diamantové a CBN řezací kotouče 1A1R
- Diamantové a CBN řezací a drážkovací kotouče A8

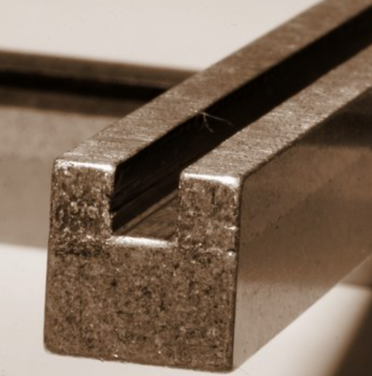
Honovací břity / řezné prostředky
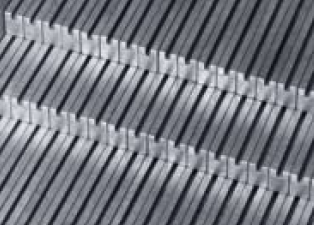 Honovací břity / řezné prostředky
Honovací břity / řezné prostředky
|
Aby bylo možné při honování dosáhnout optimálních výsledků, musí být při výběru řezného prostředku základem mimořádná pečlivost a zkušenost. V prvním kroku si u zákazníků vyžádáme data relevantní pro proces (například výkresy součástek, materiál, přídavky na zpracování). Naši aplikační technici pak stanoví specifikaci honovacích břitů ve vztahu k velikosti a typu řezného zrna, typu pojiv, koncentrace řezného zrna a dalších podílů pojiv v souladu s požadavky. Průběžný proces optimalizace prováděné |
Honovací technika pro obráběcí centra
 Systém nástrojů coolEX®
Systém nástrojů coolEX®
|
Systém nástrojů coolEX® umožňuje honování ve standardních obráběcích centrech a na soustruzích i frézkách bez technických úprav strojů. Honovací nástroje se hydraulicky rozšiřují pomocí vnitřního chlazení stroje, řízení procesu lze provádět na základě času nebo prostřednictvím pneumatického měření. Systém nástrojů coolEX®2 umožňuje dvojité rozšíření (honování nahrubo a honování na čisto) v jediném nástroji. |

Systém nástrojů Xstep®
|
Systém nástrojů Xstep® umožňuje honování s mechanickým rozšířením po krocích působením příčných tyčí ve vřetenu nebo ve standardních obráběcích centrech pomocí vyměnitelných systémů os U (například KOMET KomTronic®). Řízení procesu je integrováno v řízení kroků, měření součástí se provádí dodatečně mimo hlavní doby stroje. Systém nástrojů Xstep®2 umožňuje dvojité rozšíření (honování nahrubo a honování na čisto) v jediném nástroji. |
 Systém nástrojů coolEXstep®
Systém nástrojů coolEXstep®
|
Systém nástrojů coolEXstep® je založen na kombinaci systémů nástrojů coolEX® a Xstep®. To umožňuje vícenásobné rozšíření (dva a více stupňů honování v jediném nástroji) a je speciálně vhodné k honování desek (krokově řízené předběžné honování na dolní hranici tolerance s navazujícím hydraulickým honováním desek). Řízení honovacích stupňů se provádí bez přerušení kinematiky honování a umožňuje tím velmi krátké doby taktů. |
 Systém nástrojů s pevným trnem
Systém nástrojů s pevným trnem
|
Honovací nástroje s pevným trnem jsou zvláště vhodné na silně přerušované otvory. Tento nástroj je pevně nastaven na hotový průměr a zpracovává otvor v jediném průchodu (dvojitý zdvih). Dodatečné nastavení nástrojů se provádí ručně nebo je řízeno strojem. Honovací nástroje s pevným trnem jsou vhodné k použití ve standardních obráběcích centrech, na soustruzích, frézkách a vrtačkách a u menších průměrů na ručních vrtačkách. |
Honovací technika pro honovací stroje

Jedno- a vícebřitové honovací nástroje
|
Jednobřitový honovací nástroj zaručuje nejlepší možnou korekci tolerancí tvaru jako přímost, kruhovitost a válcovitost. Na počátku obrábění honováním se nástroj otáčí s lehkým přesazením vůči ose otvoru (tříbodové podepření: 1 pracovní břit a 2 vodicí lišty) a s přibývajícím úběrem materiálu postupuje do osy otvoru. Vícebřitové honovací nástroje jsou konstruovány a optimalizovány pro vysoký objem prací, korekci tolerancí tvaru (jako přímost, kruhovitost nebo válcovitost) a dodržování úzkých tolerancí povrchu. |

Honovací nástroje systému
|
Honovací nástroje systému pokrývají díky standardizovaným rozměrům honovacích břitů definované rozsahy průměrů v přiměřeném odstupňování: honovací nástroje s více břity řady ML ke zpracování průchozích otvorů a řady MLS na slepé díry, řady THT na zpracování trubek (vodorovně) a řady SHT jako miskové honovací nástroje (např. na přerušované otvory). Všechny systémové honovací nástroje jsou modulární a lze je kombinovat s potřebnými připojovacími prvky (Gehring, Nagel, Kadia, SUNNEN apod.) |
 Honovací nástroje s pevným trnem
Honovací nástroje s pevným trnem
|
Honovací nástroje s pevným trnem jsou zvláště vhodné na silně přerušované otvory. Tento nástroj je pevně nastaven na hotový průměr a zpracovává otvor v jediném průchodu (dvojitý zdvih). Dodatečné nastavení nástrojů se provádí ručně nebo je řízeno strojem. Honovací nástroje s pevným trnem jsou vhodné k použití v ručních honovacích strojích, na soustruzích, frézkách a vrtačkách a u menších průměrů na ručních vrtačkách. |
 Speciální honovací nástroje
Speciální honovací nástroje
|
Speciální honovací nástroje jsou navrženy a zkonstruovány speciálně pro plánované použití. Podle geometrie otvoru nebo součásti se používají různé varianty honovacích nástrojů: miskové honovací nástroje a pouzdrové honovací nástroje v oblasti přerušovaných otvorů nebo koaxiální honovací nástroje pro tandemové otvory se stejnými nebo také různými průměry. |
Katalog ke stažení zde.